




















25FT 2.5 मिमी मोटाई गर्म डुबकी जस्ती स्टील पोल फिलीपींस एनईए मानक
जस्ती स्टील के खंभे
,स्टील ट्रांसमिशन पोल
25FT 2.5 मिमी थिकनेस हॉट डिप जस्ती स्टील पोल फिलीपींस एनईए स्टैंडर्ड
विवरण
1. शीर्ष व्यास: 120 मिमी
2. पोट व्यास: 152 मिमी
3.Thickness: 2.50mm
4. सामग्री: कम मिश्र धातु इस्पात, उपज ताकत कम से कम 345mpa (GB / T1591-2008 मानक)
C 700.20, Mn ≤1.70, Si ,0.50, P.500.50, S≤0.0384
5. निशान: रिवर्ट या गोंद के माध्यम से नैन प्लेट, उत्कीर्णन, ग्राहक की आवश्यकता के अनुसार एम्बॉसफ़िल्टर
6.Welding: हम पिछले दोष परीक्षण है। अनंत और बाहरी डबल वेल्डिंग वेल्डिंग आकार में सुंदर बनाता है
वेल्डिंग मानक: AWS (अमेरिकन वेल्डिंग सोसाइटी) D 1.1
प्रवेश: 100%
एनईए ध्रुवों की विशिष्टता
| राष्ट्रीय विद्युतीकरण प्रशासन फिलीपींस का वितरण स्टील पोल | ||||||
| ऊंचाई (एफटी) | मोटाई (मिमी) | बट दीया (मिमी) | शीर्ष दीया (मिमी) | उपज तनाव (एमपीए) | जस्ता कोटिंग (माइक्रोन) | डिजाइन लोड (किलो) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

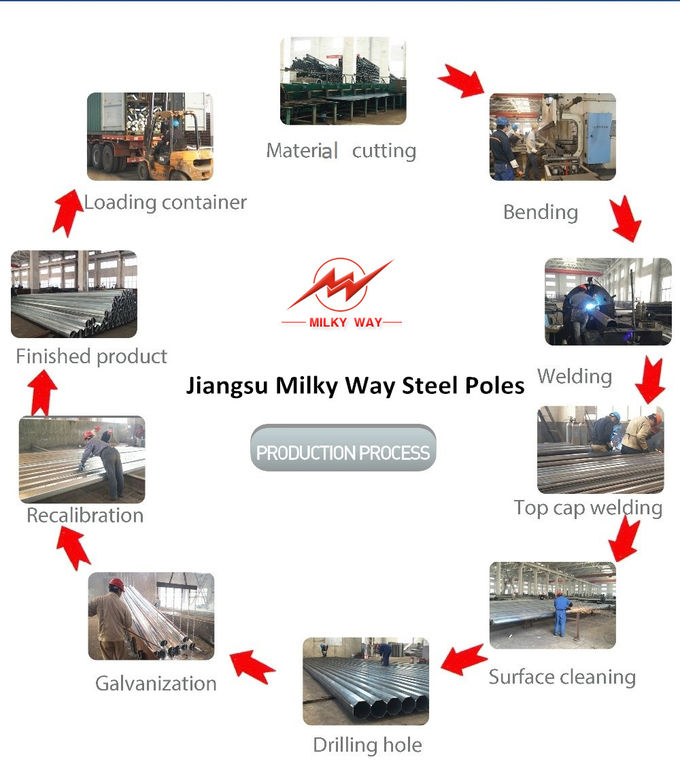
हमारी बारात
कच्चा माल
कच्चा माल (स्टील प्लेट) खरीदते समय, मिल फैक्ट्री से मिल सर्टिफिकेट की शीट पर संलग्न होना चाहिए। जब कच्चा माल गोदाम में आता है, तो गुणवत्ता विभाग को यह सुनिश्चित करने के लिए कि कच्चे माल के उत्पादन से पहले सभी मानक को पूरा करना है, यह सुनिश्चित करने के लिए गुणवत्ता परीक्षण और रासायनिक संरचना विश्लेषण करना होगा।
प्लाज्मा काटना
कच्चे माल को काटना जो विभिन्न लंबाई और चौड़ाई में आवश्यक सभी मानक को पूरा करते हैं। सीएनसी लेजर कटिंग का उपयोग मटीरियल या उत्पन्न लेजर बीम को निर्देशित करने के लिए किया जाता है। सामग्री को काटने के लिए एक विशिष्ट वाणिज्यिक लेजर में सामग्री पर काटे जाने वाले पैटर्न के सीएनसी या जी-कोड का पालन करने के लिए एक गति नियंत्रण प्रणाली शामिल होगी। केंद्रित लेजर बीम को सामग्री पर निर्देशित किया जाता है, जो तब या तो पिघलता है, जलता है, वाष्पीकृत होता है, या गैस के एक जेट द्वारा उड़ा दिया जाता है, एक उच्च गुणवत्ता वाले सतह खत्म के साथ एक किनारे को छोड़ देता है।
ढलाई
कट स्टील प्लेट को आकार (परिपत्र या बहुभुज या अन्य आकार) में बनाना जो कि ड्राइंग में निर्दिष्ट है। यह आविष्कार वांछित वक्रता वाले आकृतियों के लिए लंबे समय तक लुढ़के हुए वर्गों या धातु स्टॉक के स्ट्रिप्स को झुकने के लिए उपकरणों और विशेष रूप से उपकरणों या मशीनों के गठन से संबंधित है।
वेल्डिंग
मोल्डिंग के बाद, स्टील प्लेट को एक साथ वेल्ड करें। आमतौर पर यह अनुदैर्ध्य वेल्ड होता है। यह ACinverter नियंत्रण को गोद लेती है, जिसमें स्थिर रनिंग और तेज़ यात्रा की गति होती है; सीम-ट्रैकिंग आर्क-गाइड तंत्र तीन-धुरी प्रणाली है जो बिना किसी संरेखण के संरेखण की गारंटी देता है; मुख्य फ्रेम और वेल्डिंग मशीन इंटरग्रेटेड कंट्रोल हैं, फ्लक्स ऑटो-रिकवरी सिस्टम के साथ और उच्च दक्षता के साथ संचालित करना आसान है।
बिजली से धातु चढ़ाने की क्रिया
आंतरिक और बाह्य रूप से सभी ध्रुवों को संबंधित ड्राइंग या विनिर्देश में उल्लिखित आवश्यकता के अनुसार गर्म-डुबकी जस्ती होना चाहिए
गैल्वनीकरण मानकीकरण: IS2629-1985, BS729-1971
स्थापना
1. विधानसभा के दौरान पोल पर सभी उपकरणों को हटा दें।
2. प्रत्येक खंड के वें एपोल शाफ्ट के चारों ओर एक गोफन बनाएं।
3. एक चरखी ब्लॉक करने के लिए शीर्ष खंड पर गोफन।
4. नीचे खंड पर गोफन कसकर और गुरुत्वाकर्षण के केंद्र में तय किया गया है।
5. शीर्ष खंड के गोफन को कसकर स्टील पोल को सीधा करें।
6Fix स्टील पोल।
7. गोफन को हटाएं।


