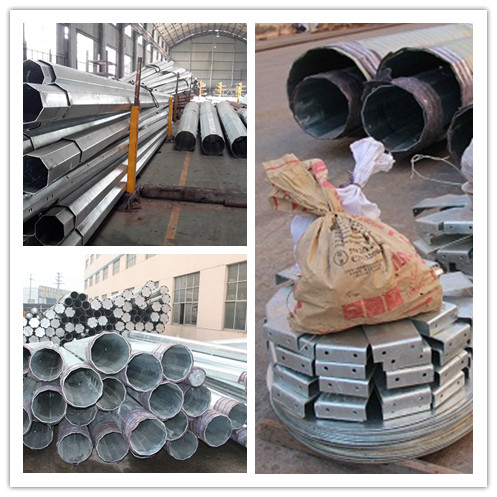
इलेक्ट्रिक स्टील कंक्रीट पावर ट्रांसमिशन डंडे, स्प्रेस्ट्रेस कंक्रीट ध्रुव स्पून
स्टील पावर ध्रुव
,ट्रांसमिशन लाइन ध्रुवों
विशिष्टता:
सामग्री: | हॉट रोल्ड स्टील, क्यू 235, क्यू 345, एस 235, एस 355, एसएस 400, जीआर 50 |
ध्रुव की ऊंचाई | 3 एम -15 मीटर |
लंबाई | 16 मीटर के भीतर एक बार पर्ची संयुक्त के बिना बना |
दीवार की मोटाई | 2.3 मिमी-30mm |
ध्रुव का आकार: | गोल, बहुभुज, अष्टकोणीय, तने दौर, दौर शंकु, स्क्वायर |
आर्म का प्रकार: | एकल हाथ, डबल बांह, त्रि हाथ, चार हाथ |
आवेदन: | आउटडोर रोशनी, सड़क रोशनी, स्ट्रीट रोशनी |
वेल्डिंग | इसमें पिछले दोष परीक्षण हैं, आंतरिक और बाहरी डबल वेल्डिंग बनाता है आकार में सुंदर वेल्डिंग। यह अंतरराष्ट्रीय वेल्डिंग के साथ पुष्टि करता है सीडब्ल्यूबी का मानक। |
galvanizing | 80-100μm औसत की मोटाई के साथ गर्म डुबकी गैल्वेनाइजेशन चीनी मानक जीबी / टी 13 9 12-2002 या के अनुसार अमेरिकी मानक एएसटीएम ए 123, आईएस: 2626-19 85। |
चित्रकारी रंग: | ग्राहक की आवश्यकता का संदर्भ लें और उसके बाद (आरएएल) रंग कार्ड के अनुसार |
फिनिशिंग 1: | काला ध्रुव, असहज ध्रुव |
फिनिशिंग 2: | गर्म डुबकी Galvanizing antirust। |
फिनिशिंग 3: | HDG। पाउडर कोटिंग के साथ |
तापमान सीमा | -35 डिग्री सेल्सियस ~ + 45 डिग्री सेल्सियस |
अधिकतम हवा वेग | 160 किमी / घंटा के आंगनवादी वायु दाब |
आधार प्लेट घुड़सवार | बेस प्लेट आकार के साथ वर्ग, अष्टकोणीय या दौर है ग्राहक की आवश्यकता के अनुसार एंकर बोल्ट और आयाम के लिए छिद्रित छेद। |
जमीन घुड़सवार | ग्राहक की आवश्यकता के अनुसार भूमिगत दफनाया गया। |
गुणवत्ता नियंत्रण | हम बेहतर उत्पादन उपकरणों से सुसज्जित हैं, ठोस तकनीकी ताकत, उत्कृष्ट प्रबंधन मोड और गुणवत्ता नियंत्रण प्रणाली, सेवा के बाद सही। हमने आईएसओ 9 001: 2008 गुणवत्ता पारित की है सिस्टम प्रमाणीकरण। |
प्रमाण पत्र | आईएसओ 9 001-2008, एसजीएस ऑडिट सप्लायर, सद्भावना के एएए ग्रेड प्रमाण पत्र |
अन्य | कम भूमि अधिग्रहण और आसान रखरखाव। |
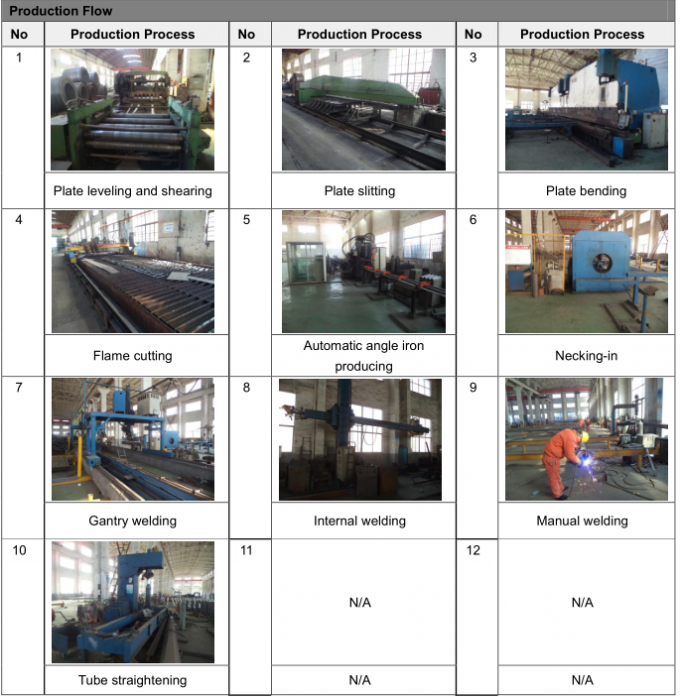
उत्पादन प्रवाह:
उत्पादन प्रक्रिया: पंक्ति सामग्री परीक्षण → काटना → मोल्डिंग या झुकना → वेल्डिंग (अनुदैर्ध्य) → आयाम सत्यापित → निकला हुआ किनारा वेल्डिंग → होल ड्रिलिंग → अंशांकन → Deburr → जस्तीकरण या पाउडर कोटिंग, पेंटिंग → Recalibration → थ्रेड → पैकेज
पूछताछ या खरीद के लिए जानकारी
-स्टेल ध्रुव ऊंचाई
निकला हुआ किनारा का आयाम
- सेवा दरवाजे की स्थिति और आयाम
-क्रॉस बांह प्रकार और लंबाई, स्टील ध्रुव में स्थापित करने की स्थिति
- क्रॉस आर्म को ठीक करने के लिए विधि (क्रॉस आर्म स्थापित करने के लिए इस्पात ध्रुव में वेल्ड करने के लिए एक या दो टेम्पलेट को जोड़ने या उपयोग करने के लिए बोल्ट का उपयोग करें)
-हवा की गति
-गंतव्य बंदरगाह
-अन्य।

मानक सहायक
-ऊपर की प्लेट
-बेस प्लेट
-बॉटम स्ट्रिप
मानक छेद
-क्लिबिंग रनग
-एंकर बोल्ट
-बिटुमेन संरक्षण
चित्रित अंकन
-हटाने योग्य सीढ़ी